|
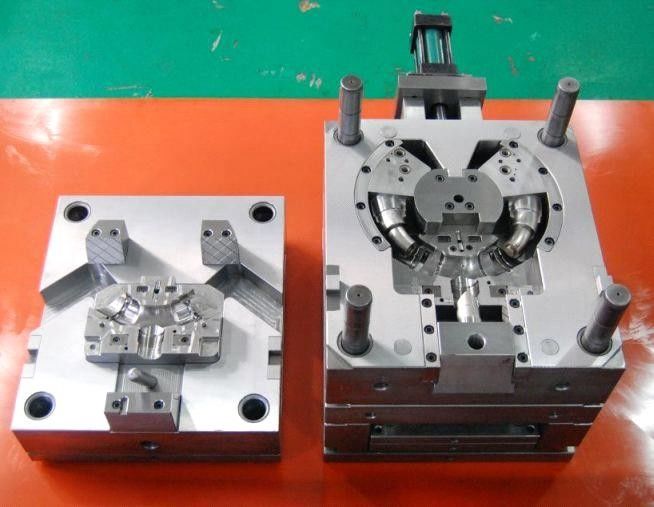
পিপি 6 GF35 কাঁচামাল সঙ্গে NPT থ্রেড স্ট্যান্ডার্ড পাইপ প্লাস্টিক ছাঁচ ইনজেকশন
পণ্যের বিবরণ:
| উৎপত্তি স্থল: | চীন |
| পরিচিতিমুলক নাম: | FORWA |
| সাক্ষ্যদান: | ISO9001:2008 ISO14001:2004 |
| মডেল নম্বার: | F16123 |
প্রদান:
| ন্যূনতম চাহিদার পরিমাণ: | 1set |
|---|---|
| মূল্য: | negotiable |
| প্যাকেজিং বিবরণ: | ছাঁচ: কাঠ শক্ত কাগজ দ্বারা আবৃত, প্লাস্টিকের অংশ: বাক্স |
| ডেলিভারি সময়: | 35 দিন টি 1 |
| পরিশোধের শর্ত: | T T |
| যোগানের ক্ষমতা: | প্রতি মাসে 50 এসেট |
|
বিস্তারিত তথ্য |
|||
| পণ্যের নাম: | প্লাস্টিকের ইনজেকশন ছাঁচ | درجه: | জলবাহী সিলিন্ডার সঙ্গে unscrewing |
|---|---|---|---|
| গহ্বর: | 1 * 1 | কোর / গহ্বর উপাদান: | 1.2343 / 1.2311 / এসকেডি 61, এস 136, পি 20, এইচ 13,738 এইচ ... |
| সমতল সংসার: | ভিডিআই 3400 27 | রানার সিস্টেম: | গরম রানার |
| আদর্শ: | HASCO | আরম্ভ উপাদান: | PA6 GF35 |
| বিশেষভাবে তুলে ধরা: | ইনজেকশন ছাঁচনির্মাণ undercuts,ইনজেকশন ছাঁচনির্মাণ অভ্যন্তরীণ থ্রেড |
||
পণ্যের বর্ণনা
এনপিটি থ্রেড স্ট্যান্ডার্ড পাইপ থ্রেড ধরণের ইনজেকশন ছাঁচনির্মাণ থ্রেড
বিশেষ উল্লেখ:
ফরওয়া প্রাইসিস প্লাস্টিকের ছাঁচ কোং লিমিটেড একটি আইএসও 9001: ২০০৮ সার্টিফাইড প্লাস্টিকের ইনজেকশন ছাঁচ সংস্থা supplies
প্লাস্টিকের ইনজেকশন ছাঁচ
প্লাস্টিকের ইনজেকশন ছাঁচ নকশা
প্লাস্টিকের ইনজেকশন ছাঁচগুলি উচ্চমানের উত্পাদন, প্লাস্টিকের ইনজেকশন ছাঁচনির্মাণ ... ভিউমোল্ড প্লাস্টিকের ইনজেকশন ছাঁচ থেকে আপনি যে মানের এবং গতি আশা করতে পারেন তা নিয়ে আসার জন্য আমরা গর্বিত। আমরা বিশ্বাস করি আমরা আপনার পছন্দসই সরবরাহকারী হব। কেবল ভিউমোল্ডকে একটি ইমেল দিন বা অনলাইনে একটি উদ্ধৃতি জমা দিন। আমাদের উদ্ধৃতি বিশেষজ্ঞদের দলটি সবচেয়ে প্রতিক্রিয়াশীল এবং সবচেয়ে বেশি হাত রয়েছে।
পাইপ থ্রেড প্রকার এবং পদবি
ওভারভিউ: বেঁচে থাকার জন্য এবং হাইড্রোলিক সিস্টেমগুলির জন্য বিভিন্ন ধরণের স্ক্রু থ্রেডগুলি বিকশিত হয়েছে। বিশেষ উদ্বেগ হ'ল হাইড্রলিক সার্কিটগুলিতে প্লাস্টিক থেকে ধাতু, টেপার / সমান্তরাল থ্রেডযুক্ত জয়েন্টগুলি। বিভিন্ন ধরণের ইড এবং সেগুলি কীভাবে ব্যবহৃত হয় সে সম্পর্কে সচেতনতা তৈরি করতে একটি আলোচনা এবং প্রস্তাবনা সরবরাহ করা হয়।
সময়ের সাথে সাথে বিভিন্ন ধরণের স্ক্রু থ্রেডগুলি বিকাশ করা হয়েছে। অ্যাপ্লিকেশনগুলিতে দৃten় উপাদান এবং জলবাহী এবং বায়ুসংক্রান্ত সার্কিট অন্তর্ভুক্ত। উনিশ শতকে, ম্যানুফ্যাকচারারদের ফাস্টেনারগুলির প্রয়োজন হয় তাদের নিজস্ব সিস্টেম তৈরি করা। এর ফলে সামঞ্জস্যের সমস্যা দেখা দিয়েছে। ইংরেজী যান্ত্রিক প্রকৌশলী এবং উদ্ভাবক, স্যার জোসেফ হুইটওয়ার্থ এই সমস্যাগুলি মোকাবেলায় 1841 সালে অভিন্ন থ্রেডিং সিস্টেম তৈরি করেছিলেন। হুইটওয়ার্থ থ্রেড ফর্মটি বৃত্তাকার শিকড় এবং ক্রেস্টগুলির সাথে 55 ডিগ্রি থ্রেড কোণের উপর ভিত্তি করে।
আমেরিকাতে, উইলিয়াম বিক্রেতারা বাদাম, বোল্ট এবং স্ক্রুগুলির জন্য স্ট্যান্ডার্ড স্থাপন করেছিলেন যা 1864 সালে ন্যাশনাল পাইপ ট্যাপার্ড থ্রেড (এনপিটি) হয়ে যায়। এই থ্রেড ফর্মগুলি পরে আমেরিকান ন্যাশনাল স্ট্যান্ডার্ডে পরিণত হয়েছিল।
হুইটওয়ার্থ থ্রেড ফর্মটি পাইপের জন্য সংযোগকারী থ্রেড হিসাবে নির্বাচিত হয়েছিল, যা একটি টেপারে অন্তত একটি থ্রেড কেটে স্ব-সীল করে দেওয়া হয়েছিল। এটি ব্রিটিশ স্ট্যান্ডার্ড পাইপ থ্রেড (বিএসপি টেপার বা বিএসপি সমান্তরাল থ্রেড) হিসাবে পরিচিতি পেয়েছে। হুইটওয়ার্থ থ্রেড এখন কম কার্বন ইস্পাত পাইপগুলিকে সংযুক্ত করার জন্য একটি স্ট্যান্ডার্ড থ্রেড হিসাবে আন্তর্জাতিকভাবে ব্যবহৃত হয়।
পাইপ থ্রেড যান্ত্রিক যৌথ এবং হাইড্রোলিক সিল উভয়ই সরবরাহ করে এমন সর্বাধিক পরিচিত এবং বহুল ব্যবহৃত সংযোগটি হ'ল আমেরিকান ন্যাশনাল পাইপ ট্যাপার্ড থ্রেড, বা এনপিটি। এনপটিতে একটি সুতাযুক্ত পুরুষ এবং মহিলা থ্রেড রয়েছে যা টেফলন টেপ বা জোড় যৌগের সাথে সিল দেয়।
জলবাহী সির কিউটগুলিতে ব্যবহৃত পাইপ থ্রেডগুলিকে দুটি ধরণের মধ্যে ভাগ করা যায়:
ক) থ্রেডগুলিতে যুক্ত হওয়া - জয়েন্টগুলির জন্য পাইপের থ্রেডগুলি থ্রেডগুলিতে সিল করে চাপকে শক্ত করে তোলে এবং টেপার বাইরের এবং সমান্তরাল বা টেপার অভ্যন্তরীণ থ্রেডগুলি হয়। সিলিং ইফেক্টটি একটি জয়েন্টিং যৌগ ব্যবহার করে উন্নত হয়।
খ) বাঁধা থ্রেড? পাইপ থ্রেড যেখানে চাপ শক্ত জোড় থ্রেডগুলিতে তৈরি হয় না। উভয় থ্রেড সমান্তরাল এবং সিলিং বহিরাগত থ্রেড বা একটি ফ্ল্যাট গসকেটে কোনও নরম উপাদানের সংকোচন দ্বারা প্রভাবিত হয়।
ফোরওয়া-ছাঁচ, চীন এর দংগুয়ানে অবস্থান করছে এমন একটি পেশাদার প্লাস্টিকের ইনজেকশন ছাঁচ প্রস্তুতকারক যা এই ক্ষেত্রে বছরের অভিজ্ঞতা রয়েছে। আমরা উচ্চ নির্ভুলতা জটিল কঠোর ছাঁচ, প্রোটোটাইপ এবং নরম ছাঁচ সরবরাহ করতে পারেন।
আমরা উচ্চ গতির সিএনসি সজ্জিত করেছি, ঘরে ওয়্যার কাট। আমরা ছাঁচ তৈরির আগে আমাদের গ্রাহকদের জন্য ছাঁচ নকশা এবং মোল্ডফ্লো বিশ্লেষণের জন্য সফটওয়্যার (অর্থাত্ ইউজি, প্রো-ই, আইজিএস, মাস্টার ক্যাম, অটোক্যাড, এবং সলিড ওয়ার্ক) ব্যবহার করি। আমরা ছাঁচটি তৈরিতে ব্যবহৃত স্ট্যান্ডার্ড উপাদানগুলি ডিএমই, হ্যাসকো ইত্যাদি থেকে কেনা হয় Also এছাড়াও, আমরা যে সমস্ত ইস্পাত কিনি তার জন্য সিওসি সরবরাহ করা হবে।
শিল্প এবং অ্যাপ্লিকেশনগুলির বিস্তৃত বিকাশের জন্য পণ্য উত্পাদনতে গুরুত্বপূর্ণ যে উপাদানগুলির অংশ:
- মেডিকেল
- ইলেক্ট্রনিক্স
- Automotiv
- শিল্প
- উপভোক্তা
- টেলিযোগাযোগ
- পরিবেশগত
- কম্পিউটার
- ক্রয় বিন্দু
- সামরিক
- নির্মাণ
- নিরাপত্তা
মহিলা থ্রেডের তুলনায় পুরুষ থ্রেডগুলি উত্পাদন করতে কম জটিল। পুরুষ থ্রেডগুলি একটি খোলা এবং শাট ইনজেকশন ছাঁচ হিসাবে নিক্ষেপ করা হয় যেখানে কিছু অংশ বাদে অংশ অংশ নকশা নির্দেশ করে যেখানে বিভাজন রেখাটি থাকবে located যদি পুরুষ থ্রেডগুলি উল্লম্ব অবস্থানে castালাই করা দরকার হয়, তবে থ্রেড থেকে উত্পাদিত আন্ডারক্টের কারণে ক্যাম অ্যাকশন বা হাইড্রোলিক অ্যাকশন স্লাইডগুলির প্রয়োজন।
বিপরীতে, মহিলা থ্রেড castালাই সর্বদা একটি স্বল্প পরিস্থিতি উপস্থাপন করে। ইনজেকশন ছাঁচ থেকে অংশটি সরাতে এই ধরণের থ্রেডগুলিকে আনস্ক্রুভ করা দরকার। এটি অর্জনের বিভিন্ন উপায় রয়েছে। সর্বাধিক সাধারণ উপায় হাইড্রোলিক বা বৈদ্যুতিক মোটরগুলি যা স্বয়ংক্রিয়ভাবে ছাঁচাযুক্ত অংশ থেকে থ্রেডযুক্ত কোরটি আনস্রু করে। জলবাহী মোটর সর্বনিম্ন ব্যয়বহুল বিকল্প। থ্রেডেড কোরগুলিতে উর্ম গিয়ারগুলি সংযুক্ত রয়েছে যা মূল ড্রাইভ গিয়ারের সাথে মিলিত হয়। একটি চেইন রয়েছে যা ছাঁচ ড্রাইভ গিয়ারটি ড্রাইভ মোটর শ্যাফ্টের গিয়ারের সাথে সংযুক্ত করে। কোরগুলি আনস্রুভ করার কয়েকটি ভিন্ন বিকল্প রয়েছে যা মাঝে মাঝে অংশের নকশা দ্বারা নির্ধারিত হয়। ইনজেকশন ছাঁচটি খোলার পরে সর্বাধিক প্রচলিত অ্যাপ্লিকেশন হ'ল কোরগুলি আনস্ক্রুয়িং মোটরের ক্রিয়াকলাপ দ্বারা সজ্জিত হয়। সময়টি সেট করা যায় যাতে অংশটি কোর থেকে দূরে সরিয়ে নিয়ে মোটরটি বন্ধ হয়ে যায়। এই অ্যাপ্লিকেশনটিতে অংশটি স্থানে রাখা দরকার যাতে অংশটি আনস্রুভিং চক্রের সময় না ঘুরে। এটি বিভিন্ন ডিজাইনের মাধ্যমে অর্জন করা যেতে পারে। আবার, এটি সর্বদা পার্ট ডিজাইনের দ্বারা নির্ধারিত হয়। কিছু কিছু ক্ষেত্রে ছাঁচটি খোলার আগে থ্রেডগুলি সরিয়ে নেওয়া দরকার। এটি টাইমার এবং / অথবা মেশিন নিয়ন্ত্রণ দ্বারা প্রাপ্ত। সাধারণত, মহিলা থ্রেডগুলি ingালাইয়ের এই বিকল্পটি ব্যয় জড়িত থাকার কারণে উচ্চ উত্পাদন অংশের জন্য সংযুক্ত করা হয়।
লো ভলিউম এবং প্রোটোটাইপ ইনজেকশন ছাঁচযুক্ত অংশগুলির ক্ষেত্রে , মহিলা থ্রেডগুলি হাতে-লোড কোরগুলি দিয়ে কাস্ট করা হয়। এই প্রক্রিয়াতে থ্রেডগুলি সাধারণত তিনটি ভার-বোঝা কোরের ভিত্তিতে থাকে। মূলটিকে ছাঁচের খোলা অবস্থানে রাখার জন্য পিনের সন্ধানের মাধ্যমে একটি কোরকে ছাঁচে লোড করা দরকার। ছাঁচটি পরে ইনজেকশন ছাঁচনির্মাণ চক্রের মধ্য দিয়ে যায়। ছাঁচটি খোলার পরে অংশটি একটি হাত-বোঝা কোর সংযুক্ত করে বের করে দেওয়া হবে। আরেকটি হ্যান্ড-লোড কোরটি ছাঁচে .োকানো হয়েছে। পরবর্তী ছাঁচনির্মাণ চক্র চলাকালীন পূর্বের চক্রের পরে অংশটি নিয়ে যে হ্যান্ড-লোড কোরটি ম্যানুয়ালি ইনজেকশন ছাঁচানো অংশটি থেকে সরিয়ে নেওয়া হয়েছিল এই প্রক্রিয়াটি সাধারণত ইনজেকশন ছাঁচযুক্ত অংশের চক্রের সময়কে দ্বিগুণ করে দেয় যা ফলস্বরূপ অংশের দাম বাড়ায় তবে প্রোটোটাইপ অংশ তৈরিতে খুব কার্যকর effective
মহিলা থ্রেড কাস্ট করার জন্য আরেকটি বিকল্প হ'ল কলাপসিবল কোর ব্যবহার করে, তবে এটি একটি খুব ব্যয়বহুল বিকল্প। এই সঙ্কুচিত কোরগুলি ব্যবহার করে প্রয়োজনীয়ভাবে ইনজেকশন ছাঁচকে একটি খোলা এবং শাট ছাঁচ হিসাবে বিবেচনা করা হয়।
এগুলি ইনজেকশন ছাঁচযুক্ত অংশগুলিতে থ্রেড তৈরির কয়েকটি সাধারণ বিকল্প। এই থ্রেডগুলি একটি +/- .002 সহনশীলতায় কাস্ট করতে সক্ষম।